K
kdisarno
I found the other parallelism topics in this forum, so here goes nothing...
I'm trying to take my best guess/approximate of parallelism for a manufactured part. I'll just simplify it and call it a block, because that's practically what it is.
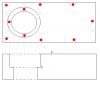
Did I mention this was old-school yet? Well, now I did. I don't have any fancy equipment, granite tables, or digit gauges, even. All I have are 10 points and the deviation from nominal. The points are taken at the locations in the attached print ; 7 points on top, 3 on the counterbored surface below. From each point, I get, like I said, deviations from nominal +0.022 or -0.013.
; 7 points on top, 3 on the counterbored surface below. From each point, I get, like I said, deviations from nominal +0.022 or -0.013.
How do I calculate the (approximate) parallelism of D to F, the counterbored surface to the top surface?
I'm more looking for a process (or, for the lack of a better word, an algorithm)...take the highest point on F, subtract the flatness of D...whatever it may be.
Thanks,
Keith
I'm trying to take my best guess/approximate of parallelism for a manufactured part. I'll just simplify it and call it a block, because that's practically what it is.
Did I mention this was old-school yet? Well, now I did. I don't have any fancy equipment, granite tables, or digit gauges, even. All I have are 10 points and the deviation from nominal. The points are taken at the locations in the attached print
; 7 points on top, 3 on the counterbored surface below. From each point, I get, like I said, deviations from nominal +0.022 or -0.013.How do I calculate the (approximate) parallelism of D to F, the counterbored surface to the top surface?
I'm more looking for a process (or, for the lack of a better word, an algorithm)...take the highest point on F, subtract the flatness of D...whatever it may be.
Thanks,
Keith