I certainly understand the situation you have with short run stampings. Stamping itself is an unusual process, in that material changes and setup changes (which are special causes) have more influence on the output than the tool wear (common cause). But, proof is in the data, and what would be handy is some
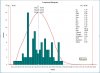
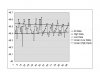
capability data to really see what variation you are seeing within a run (always the first step to preparing SPC). I suggest measuring 100 pcs in order - perhaps every 10th part to capture more variation - from the same cavity if multi-cavity and preferably at the same location on the part. Prepare a run chart of the data (or provide it to us and we can). We also need to see the gage R&R to determine the contribution of the measurement error to the total variation. It
could be critical, in that the part to part variation is likely very small, especially if the process is controlled to the point where just tool wear is evident. I think it is one of those cases where we need to understand the actual distribution before tossing darts out for picking control charts and evaluating capability. You may have this data, and that is good, be we are at a loss to help you without it.